So, you’ve learned to solder a couple of wires together and
have practiced at soldering them to a circuit board or terminal. But, you’re not happy with the outcome. What to do?
Well, now you’ll have to desolder the wires or component from
their resting place and try again. But,
how do you desolder? Let’s take a closer
look and I will attempt to enlighten you on this pain “in the you know what”,
procedure. If you've soldered your wire to a terminal and the end result looks something like the examples below, then you need to desolder that sucker for sure and start over!

Examples of poorly soldered terminals
First things first - You have to decide what tool or tools
to use to remove the soldered connection that you’ve just made or one that was
made many moons ago by you or some other technician.
Is the connection done professionally or is it a globby mess that just needs to be reworked? No matter, you must decide how to tackle this job as you would any other. Do you use a desolder sucker, desolder tip, wicking braid, or do you just heat it up and pull as hard as you can until the wire rips from its holding?
I hope you didn’t decide on the last method. In my expert opinion, the
best way to remove a connection from a PCB or through-hole terminal is with a desoldering gun.
You can select different types of nozzle sizes for removing the solder. These desoldering guns basically just heat up the solder as a regular soldering iron does. Then you press a lever and the vacuum in the unit sucks up the molten solder and places it in a chamber. No fuss, no muss.
You can select different types of nozzle sizes for removing the solder. These desoldering guns basically just heat up the solder as a regular soldering iron does. Then you press a lever and the vacuum in the unit sucks up the molten solder and places it in a chamber. No fuss, no muss.

Desoldering Gun
When sucking up the molten solder you must be sure to hold
the vacuum on for at least three seconds.
This allows all of the solder to reach the holding chamber. If you release too soon the solder may fall
back out through the nozzle tip and glob
your desolder site with melted solder.
Be sure to clean the nozzle before and after each use to ensure the tip
remains oxidation free. Just add a
little dab of solder to the tip as you would a standard soldering tip and place
it in the holder for the next job.
This system works well for most through-hole type solder
jobs. The nozzles can be selected to fit
the soldered joint, thus ensuring that all of the solder is removed with one
action of the desoldering gun. Make sure
that you don’t hold the nozzle on the joint for too long. Just like soldering with a tip, if you
overheat the joint damage may occur. Below is an example video of the soldering gun I use in my own lab.
Desoldering a PCB
The next way of removing solder, and one that I have used
many times, is solder wicking braid. It
is essentially copper braid on a spool.
Add a little flux to the wick and place the braid next to the joint or
connection that you want to desolder.
Place the iron on the other side of the braid and watch as the wicking
action soaks up the melted solder and displaces it on the braid.
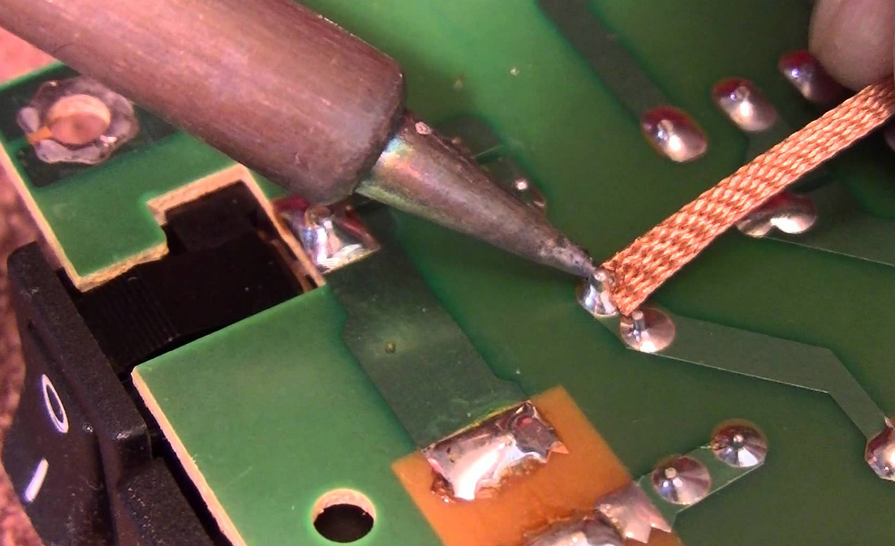
Desoldering with Wicking Braid
This method works well for most jobs. However, if the solder is thick and is stuck
down inside an eyelet or via you may have a harder time using wicking
braid. In those cases I recommend
sticking to the desoldering gun or maybe use some Chip Quik. Chip Quik is a low temperature melting solder
alloy that helps with removing stubborn solder connections.
Another way, not the way I prefer, is to use a mechanical
solder sucker. This tool is spring
loaded and can suck up melted solder similar to the desoldering gun. Just push the plunger mechanism down until it
latches. Place the desoldering tool
nozzle next to the joint that you want to desolder. Melt the solder and then push the release
button. This allows the spring to expand
in the plunger and suck up the melted solder.
If done right, most of the time this works well with through-hole
connections.
I don’t prefer to use mechanical solder suckers due to the
static charge that can be generated when the plunger is released. Static electricity can be very damaging to a
circuit board if it is of a high enough charge.
You most likely will not encounter a problem with this happening on a
home project. However, if you work in
the electronics industry you may want to avoid using this tool.


Example Desoldering Pump
For surface mounted components you may want to use very
small wicking braid, a hot air pencil, or a very small desoldering nozzle. I have actually used a combination of both a
hot air pencil and a soldering iron to remove stubborn solder joints such as
ones that have been soldered with silver solder.
Many small SMD components can be removed readily with a
little bit of wick and some flux. You
can also use desoldering tweezers. The
tweezers heat up like a soldering iron.
Except in this case you have two irons that consist of tweezers. They come in many shapes, temperature
ratings, and sizes.
Just add a little flux to your joint, heat the joint with
the tweezers and under most circumstances the component will come right
off. Occasionally, you must employ a pre-heater or extra heat on the joints of
the component to remove it. In those
cases I recommend using a preheater. I
will discuss the uses of preheaters in another article.
Example video of desoldering tweezers







